EKOフィルター
- 参考価格
- お問い合わせください
製品・サービスに関する資料
 PDFダウンロード
PDFダウンロード
得意な分野・カテゴリー
ユーティリティ設備
製品説明・スペック紹介
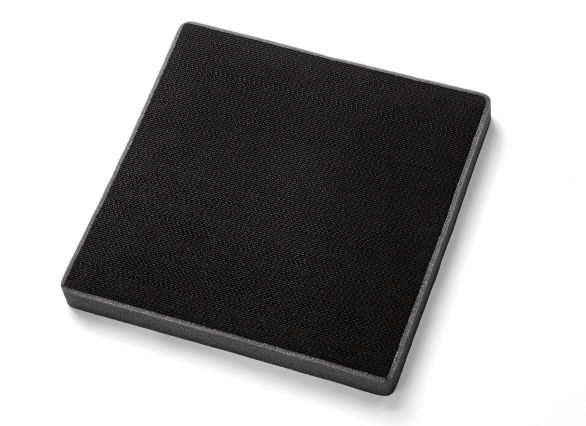
EKOフィルター
【製品・技術・サービスの概要】
ハニカム構造の基材上に高性能触媒を添着することで、低圧損・高速処理を実現。
従来のハニカム型活性炭と比較して長寿命・高湿度に強く、製造時のCO2排出量は1/1000程度です。
既存のハニカム活性炭と置き換えて使用可能です。(日本下水道新技術機構「建設技術審査証明」認定品)
製品の特長
【製品の特長】
特長① 【製造時CO2排出量が少ない】
EKOフィルター製造時のCO2排出量は、ハニカム活性炭の1/1000と、大幅なCO2排出量削減が可能です。
特長② 【高湿度臭気除去性能】
湿度80%以上の高湿度臭気の単位処理風量あたりの硫化水素除去量は、湿度40%と比較して2倍です(当社比)。
特長③ 【寿命】
硫化水素除去率が90%に低下するまでの時間が、ハニカム活性炭に比べ2倍です(当社比)。
特長④ 【維持管理性】
運転管理、定期点検、フィルター交換等の維持管理が容易です。
特長⑤ 【空塔速度、省スペース】
高性能触媒をハニカム構造基材に添着させることにより、ガスとの接触効率が高くなり、粒状活性炭の3倍の速度(通風速度(Lv)=1.0[m/sec])での高速処理が可能です。
これにより脱臭装置の大幅なコンパクト化が実現しました(活性炭吸着塔の1/3サイズ)。
取り扱い企業
- 企業名
- 荏原実業株式会社同企業の情報・その他製品を見る
- 所在地
- 〒104-8174 東京都中央区銀座7丁目14番1号
- 電話
- 03-5565-5087
- Webサイト
- サービス提供エリア
-
- 北海道・東北
- 北海道、青森県、岩手県、宮城県、秋田県、山形県、福島県
- 関東
- 東京都、神奈川県、埼玉県、千葉県、茨城県、群馬県、栃木県
- 東海
- 愛知県、静岡県、岐阜県、三重県
- 北陸・甲信越
- 山梨県、新潟県、富山県、石川県、福井県、長野県
- 関西
- 大阪府、京都府、兵庫県、滋賀県、奈良県、和歌山県
- 中国・四国
- 鳥取県、島根県、岡山県、広島県、山口県、徳島県、香川県、愛媛県、高知県
- 九州・沖縄
- 福岡県、佐賀県、長崎県、熊本県、大分県、宮崎県、鹿児島県、沖縄県
- 海外
- 海外
製品詳細確認・カタログ無料ダウンロード可能